obernikhin писал(а):
skorol писал(а):
Используемый объем эпоксидки 7 кг.
Ни*уя себе. 7 кг одна деталь ? фотографию можно ?
skorol писал(а):
Заливался весь объем сразу, т.е разводился 1 кг. и заливался, следом следующий кг и.т.д
противоречие.
7кг поэтапного замеса.
Возможные причины писеца с деталью:
1) Деталь большая, эпоксидка ОООЧЕНЬ сильно греется - кривая полимеризация.
Решение - Наполнители, сухой воздух (влага вызывает повышенную Температуру полимеризации), охлаждение формы (я силикон охлаждал до 5ти градусов и заливал 1,3 кг отливку из говносмолы с дикой температурой).
2) Неравномерный замес. У тебя получается что первая заливка уже начала схватываться, а 7я только готовиться. Надо 7 кг одновременно замешивать. Если нет возможности вакуумировать все сразу, то просто намешать в ведре 7 кг и отдельно вакуумировать.
| Вложения: |
Вношу дополнение, заливку производили полиэфирной смолой NOVOL Plus 720/
|
Вношу дополнение, заливку производили полиэфирной смолой NOVOL Plus 720/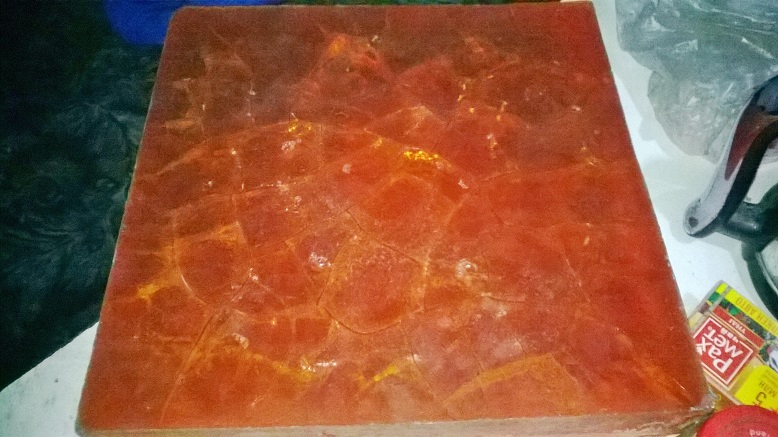
|