
это поможет?
не мое.
| chen-la.com http://www.chen-la.com/forum/ |
|
| Форма для центробежного литья http://www.chen-la.com/forum/viewtopic.php?f=10&t=3222 |
Страница 1 из 2 |
| Автор: | bobiorxxx [ Ср окт 15, 2008 7:57 pm ] |
| Заголовок сообщения: | Форма для центробежного литья |
Пообещали мне сделать центробежку,но вот радость моя сменилась раздумьем над деталями изготовления форм.То что вариант с фабричными заготовками под вулканизацию отпадает,это точно.Остается самодельная .Предположим есть у меня целиндт в котором на пластилиновой подложке размещены радиально мастермодели.Вопросы:1-каково соотношение литников и заливного отверстия?Читал что оно должно быть уже литника-озадачился.Может речь о том что от центрального ,вертикального литника идёт общий круговой ,горизонтальный литник,а от него уже лучи к каждой мастерке?Так?И именно этот общий литник должен быть уже?Тогда на сколько и зачем?.2-нужны ли воздухоотводящие каналы?Если да,то как они располагаются?.3-На фото профи -формы распределены по размерам деталей(руки к рукам,туловище к туловищу),на сколько это необходимо?Кто практиковал литьё с раположением разноразмерных мастеров?4-Центральный вертикальный литник,насколько он должен быть поднят что бы метал не подхватывал воздух?Должен ли он быть например ,объёмом как суммарный объём литников и мастеров?Или больше?Или меньше?.5-сколько надо крутить церробежку после заливки металла? 6-можно ли делать форму с опокой ?Или она должна быть полностью резиновая? Вот пока и всё.Если можно,то было бы не плохо услышать советы тех кто действительно имеет опыт(пусть и не совсем удачный )в этом направлении.Но буду благодарен и за конструктивную теорию!Помогите,коллеги,боюсь сам буду долго разбираться. |
|
| Автор: | ViruSS [ Чт окт 16, 2008 3:39 am ] |
| Заголовок сообщения: | |
это поможет? не мое. |
|
| Автор: | bobiorxxx [ Чт окт 16, 2008 9:08 am ] |
| Заголовок сообщения: | |
Да,спасибо,фотка очень информативная.Она уже была в одной теме и устойство машины передано отлично,но вот по форме опять не совсем видно,да и отливочку бы глянуть.А то ведь не понятно ради чего собствено эта машина воялась! |
|
| Автор: | fenix [ Чт окт 16, 2008 1:49 pm ] |
| Заголовок сообщения: | |
советую посмотреть тут: http://engenegr.ru/index.php?do=search - ищи по слову "литье" еще есть очень интересная книга - художественное литье, поищи в сети, там много интересного изложено, правда на примере цветных металлов, но все равно, процессы и технологии в целом те же |
|
| Автор: | fenix [ Чт окт 16, 2008 2:04 pm ] |
| Заголовок сообщения: | |
Вообще, тема правильного конструирования конфигурации литьевой системы очень сложная, существует куча литературы по этому поводу. пара советов (чисто теоретических): 1. литьевые каналы д.б. как можно короче, с достаточно большим диаметром и круглыми, чтобы уменьшить сопротивления потока и доставить металл в форму с требуемой рабочей температурой 2. питатели такими, чтобы обеспечить поступление металла в достаточном колличестве, прежде чем он застынет 3. отводящие каналы д.б. сделаны в достаточном колличестве, чтобы снизить вероятность образования полостей в форме 4. Уменьшить образование полостей поможет так же дополнительные каналы вокруг формы (они будут обогревать форму в случае тонкостенных быстроостывающых частей) 5. Для литья под давлением с использованием центробежной силы литник д.б. конусообразной формы (с расширением вниз формы), чтобы металл при вращении не выливался из формыи, а также таким, чтобы вместить весь рабочий объем металла за раз. Дальнейшее можно подчеркнуть из литературы (в том числе по литью пластмасс) |
|
| Автор: | bobiorxxx [ Чт окт 16, 2008 2:51 pm ] |
| Заголовок сообщения: | |
Спасибо!Ну вот кое какие детали проясняются.А что такое д.б?И ещё,не всё понятно с отводящими каналами.Они имеют тупиковую форму(просто палочка)или какой-нибудь петлеобразный выходящий в хитрое место.И ещё,что за дополнительные каналы вокруг формы?Это просто кольцевой канал над мастерами или что покруче?Тема новая для меня,по этому вопросов куча.И спасибо за внимание к теме. |
|
| Автор: | DrLutz [ Чт окт 16, 2008 3:33 pm ] |
| Заголовок сообщения: | |
д.б.= должен быть, должны быть. |
|
| Автор: | bobiorxxx [ Чт окт 16, 2008 8:23 pm ] |
| Заголовок сообщения: | |
Спасибо,Док! |
|
| Автор: | fenix [ Пт окт 17, 2008 6:59 am ] |
| Заголовок сообщения: | |
bobiorxxx писал(а): Спасибо!Ну вот кое какие детали проясняются.А что такое д.б?И ещё,не всё понятно с отводящими каналами.Они имеют тупиковую форму(просто палочка)или какой-нибудь петлеобразный выходящий в хитрое место.И ещё,что за дополнительные каналы вокруг формы?Это просто кольцевой канал над мастерами или что покруче?Тема новая для меня,по этому вопросов куча.И спасибо за внимание к теме.
д.б. - должно быть, Док абсолютно прав каналы вокруг формы - я ни разу не делал таковых, но на схемах они повторяли контур модели, т.к. задача их обогревать стеники модели отводящие каналы - я не видел ни разу, чтобы отводящие каналы были больше нежели питательные, их задача отвод газов из формы, если они будут через чур большими, то я так понимаю металл будет выливаться из формы. Кроме того форма питателей так же имеет очень большое значение для качества поступления металла в форму, но тут все зависит от конкретной ситуации и требует много опыта, думаю, что лучше всего использовать примеры, которые можно увидеть на промышленных отливках, например фирмы Rackham. |
|
| Автор: | CUPRUM [ Вс фев 26, 2017 11:23 am ] |
| Заголовок сообщения: | Re: Форма для центробежного литья |
Господа-товарищи, прошу совета у более опытных товарищей. Сломал уже голову как заформовать такую вещицу, как на рисунке. Толщина "поручня" - где-то 1 мм. Ну не льётся стабильно, собака, никак!!! Вот набросал четыре варианта - но не в одном не уверен... Выручайте 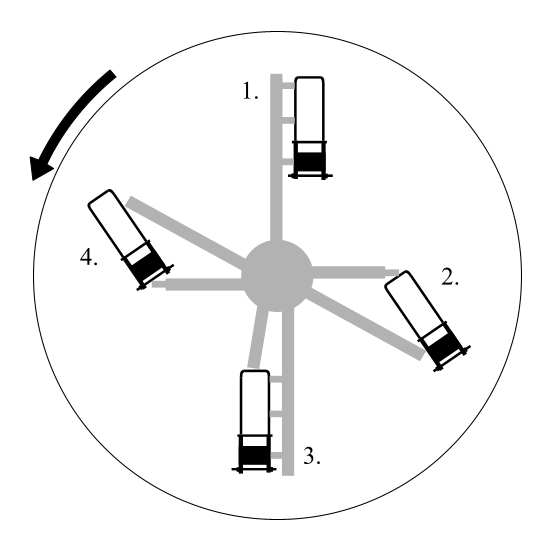 |
|
| Автор: | Da-Backs [ Вс фев 26, 2017 12:16 pm ] |
| Заголовок сообщения: | Re: Форма для центробежного литья |
Дополнительный литник поперек, а лучше несколько, между длинными ручками поручня. И не забудьте форму хорошо прогреть. |
|
| Автор: | CUPRUM [ Вс фев 26, 2017 12:23 pm ] |
| Заголовок сообщения: | Re: Форма для центробежного литья |
Имеете опыт на центробежке? О каком варианте речь? Прогревать перед каждой отливкой хлопотно выходит, а "самоходом" в такой конфигурации греться будет долго. Вот может ещё внутри поручня объёмную полость сделать попробовать ... |
|
| Автор: | Da-Backs [ Вс фев 26, 2017 12:29 pm ] |
| Заголовок сообщения: | Re: Форма для центробежного литья |
Почти 3 года проработал, на центробеге в литейке одной фирмы ВИМ, хотите пролить тонкие детали 1мм - грейте форму обязательно, вариант №3 с доп литниками вполне рабочий будет. Не понял прикола про обьемную полость внутри формы, да и не хочу понимать. Вы спросили совета, вам ответили, а как делать только вам решать. |
|
| Автор: | CUPRUM [ Вс фев 26, 2017 12:39 pm ] | ||
| Заголовок сообщения: | Re: Форма для центробежного литья | ||
Большое спасибо за желание помочь! Подумалось, что если разместить внутри "петли" вот такую полость для жидкого металла, то она сможет сохранить достаточную температуру для её проливки. Ваше мнение?
|
|||
| Автор: | Da-Backs [ Вс фев 26, 2017 12:45 pm ] |
| Заголовок сообщения: | Re: Форма для центробежного литья |
Пробуйте, может прольется, мы таким колхозом не занимались, слишком много постобработки, работали про проверенной технологии - просто грели форму. |
|
| Страница 1 из 2 | Часовой пояс: UTC |
| Powered by phpBB® Forum Software © phpBB Group http://www.phpbb.com/ |
|
